
技術
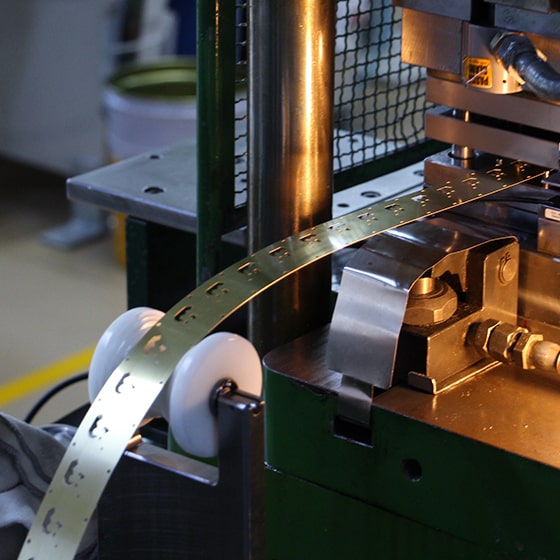
プレス加工技術
弊社のプレス加工技術は腕時計ムーブメント部品のプレス加工を源流とし、約50年の歴史を有しています。
この精密プレス技術を活かし、IT機器部品、自動車部品等、様々な業界へ展開を行ってきました。
この基盤技術を守り、そしてより進化させ、さらなる新たな分野への開拓を目指します。
小松精機のプレス加工技術の要素
Technology 01
的確な工程設計
Technology 02
金型設計
製品精度・仕様実現性、メンテナンスの容易性、生産性
Technology 03
金型製作
製作精度の高度化、繰り返し安定性
Technology 04
プレス機械、周辺機械、
付属装置、計測機械
Technology 05
プレス技能
判断力、チーム力、連携力
Technology 06
メンテナンス技能
メンテナンス部品供給能力
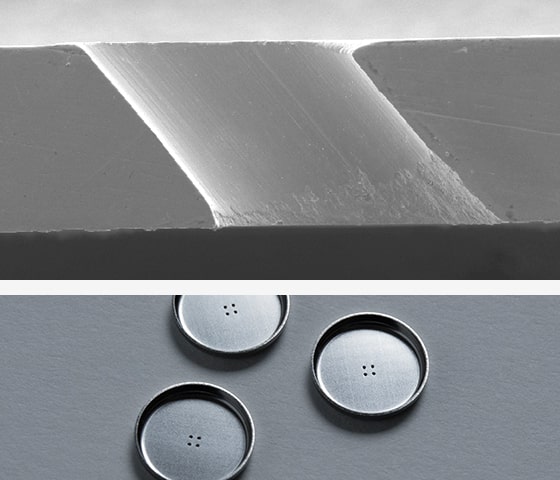
斜め孔プレス加工

微細孔を 斜めに、異方向に、複数孔
プレス加工の上下運動という常識を覆す、斜め孔プレス加工を独自の技術で開発。
0.1mmの薄板に最小径φ0.080mmの斜め孔を開けることに成功しました。
燃料噴射装置部品の先端ノズルに使用されています。
従来の放電加工に比べ、公差の管理・品質が大幅に向上しました。
創業時からの腕時計部品加工に加え、斜め孔プレス加工技術が開発されてから30年。
プレス加工の豊富な経験知を踏まえ、お客様の様々なニーズに適応した提案をいたします。
微細、薄板材の精密プレス加工

せん断、微細穴抜き、絞り、曲げ
腕時計ムーブメント部品には、高品位せん断、微細穴抜き、絞り、曲げ等の完成された技術が必須条件です。弊社ではこの条件をクリアし、わずか数μmの寸法公差、各部位における精度保証を可能にし、量産体制化において全ての加工の品質を維持し続けてきました。
さらには、高精度な位置決めと安定的な振動特性が要求される情報機器部品加工では、板厚に近い幅で、高精度、高バランスを有する細いバネのプレス加工を実現しました。
腕時計部品のプレス加工で実績を持つ高精度、微細幅のバネ部プレス加工技術の応用で具現化し、高い評価を得ました。

金型設計―金型製作―量産加工 の一貫加工

当社では金型の販売は一切行っておりません。なぜならば、この金型製造技術こそ当社の心臓部だからです。
腕時計部品から始まったプレス加工技術は、様々な製品において不可能を可能にしてきました。金型設計ー金型製作ー量産加工 の完全な一貫加工体制を築き、金型製作においては標準部品以外は全て、他社に頼らない内製製作です。
顧客のニーズに合わせた的確な工程設計を提案し、高精度の金型設計・製作を実現、高品質を維持する管理体制を構築しており、お客様に100%の品質と信頼を提供いたします。
製造可能な材質仕様
- 被加工材
- ステンレス系、銅系合金、特殊合金、プラスチックフィルム 外
- 板厚
- t = 0.03mm ~
お問い合わせ
電話・FAXでのお問い合わせ
技術、製品に関するお問い合わせなどお気軽にご連絡ください。
- 0266-52-6100
- 0266-58-1796